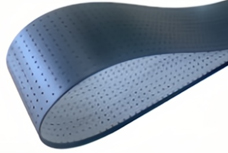
Perforated Conveyor Belt





Perforated conveyor belts are a common type of conveyor belt, characterized by abrasion resistance, corrosion resistance, good elasticity, etc., and are widely used in food, logistics, agriculture, and other industries.
Function:
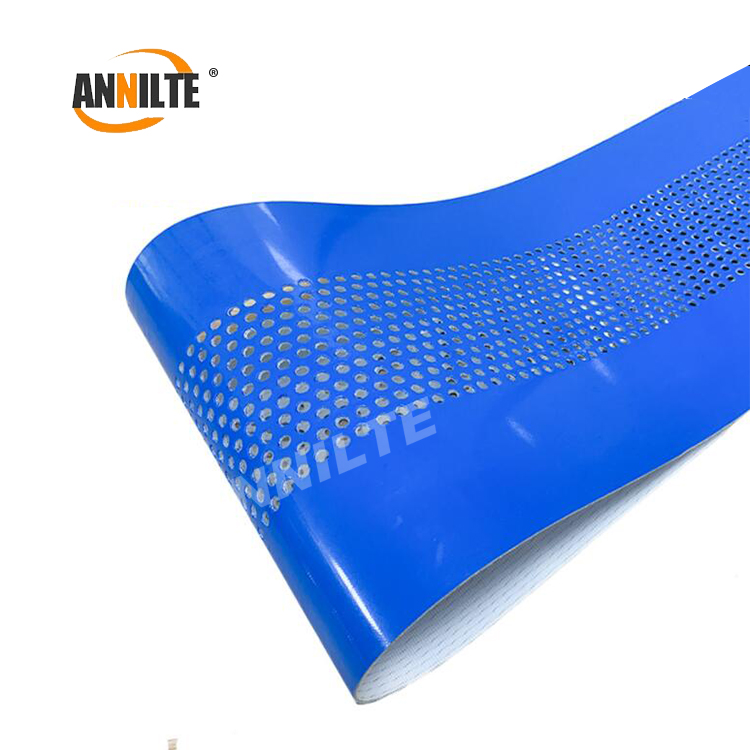
Suction air adsorption: after connecting the vacuum system, the holes generate negative pressure to fix the light and small materials (such as paper, electronic components).
Drainage and ventilation: Quickly discharge excess moisture or heat, suitable for cleaning and drying.
Precise positioning: with sensors or mechanical devices, to realize precise material conveying.
Our Product Advantages
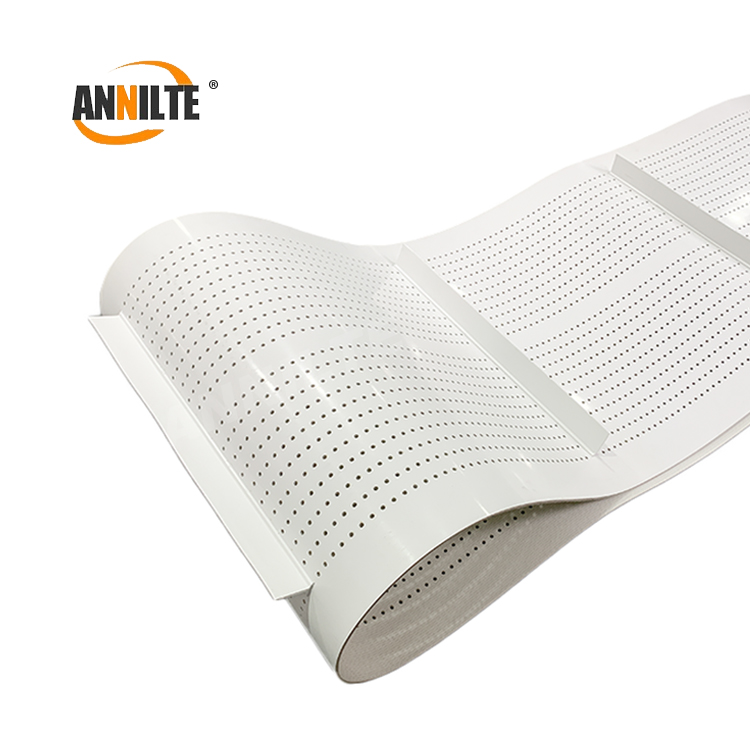
♦ Food grade perforated belt adopts positioning perforation, which makes the positioning accuracy higher and the production smoother.
♦ Customized according to customer's drawing, the length, width, number of holes and shape of the belt.
♦ The joints of food grade perforated belt adopt high frequency vulcanization technology, the joints are firm and flat.
♦ Factory direct sales, fast delivery.
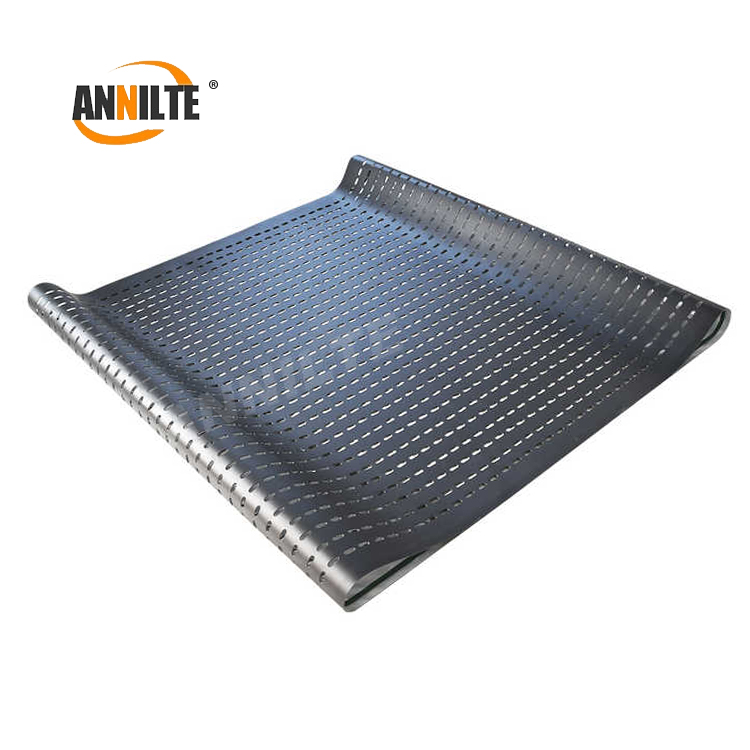
Customized Scope
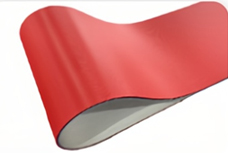
Annilte offers a wide range of customization options, including band width, band thickness, surface pattern, color, different processes (add skirt, add baffle, add guide strip, add red rubber), etc., which can meet the needs of different customers.
For example, the food industry may need oil and stain resistant properties, while the electronics industry needs anti-static properties. No matter which industry you are in, ENERGY can customize for you to meet the needs of various special working conditions.

Add skirt baffles
Guide bar processing

White Conveyor Belt
Edge Banding
Blue Conveyor Belt

Sponging
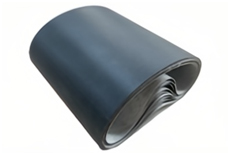
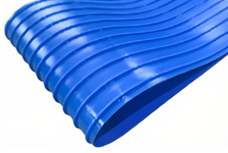
Seamless Ring
Wave processing

Turning machine belt

Profiled baffles
Applicable Scenarios
Food processing: drying, cleaning, packaging links (such as dehydrated vegetables conveyor).
Logistics warehousing: lightweight goods sorting, transportation (such as express parcels).
Agriculture: fruit and vegetable cleaning, grading, packaging.
Printing and papermaking: paper transportation, drying.
Environmental treatment: solid-liquid separation, waste filtration.
Precision manufacturing: electronic components, automotive parts positioning and transportation.
Quality Assurance Stability of Supply

R&D Team
Annilte has a research and development team consisting of 35 technicians. With strong technical research and development capabilities, we have provided conveyor belt customization services for 1780 industry segments, and gained recognition and affirmation from 20,000+ customers. With mature R&D and customization experience, we can meet the customization needs of different scenarios in various industries.

Production Strength
Annilte has 16 fully automated production lines imported from Germany in its integrated workshop, and 2 additional emergency backup production lines. The company ensures that the safety stock of all kinds of raw materials is not less than 400,000 square meters, and once the customer submits an emergency order, we will ship the product within 24 hours to respond to the customer's needs efficiently.
Annilte is a conveyor belt manufacturer with 15 years of experience in China and an enterprise ISO quality certification. We are also an international SGS-certified gold product manufacturer.
We offer a wide range of customizable belt solutions under our own brand, "ANNILTE."
Should you require further information regarding our conveyor belts, please do not hesitate to contact us.
WhatsApp: +86 185 6019 6101 Tel/WeChat: +86 185 6010 2292
E-mail: 391886440@qq.com Website: https://www.annilte.net/